3D Printing & prototypes

3D Modeling
Starting from an image or an idea, we make the 3D model

Additive processes
With technologies like SLS, SLA, Poljet and
others, prototypes of plastic functional material,
prototypes of aesthetic material or metal prototypes.

Traditional processes
Through a CNC milled process on resin, aesthetic prototypes and master for replication (even large)

Special prototypes, series and pre-series production
Plastic and aesthetic productions, productions for machines and industry

3D Modeling
We start from a drawing, an idea or a sketch and then create, according to the defined requests and specifications, the 3D models suitable for production either with additive techniques, 3D printing, traditional techniques such as CNC or laser machining or mixed techniques.
Creation of prototypes with additive technique
Through technologies available at our facilities or through a network of partners, we create functional or aesthetic prototypes with technologies such as SLS, SLA, Poljet and others, functional and aesthetic plastic prototypes as well as metal prototypes.
- Resistant and flexible material, white or in different colors
- High precision resin
- Detail high quality resin
- Waxes for casting
- Steel
- Gold and other precious materials
- Silicone
Prototypes in traditional techniques
Using technologies available through a network of partners, we can produce prototypes by CNC milling on milling resin, aesthetic prototypes and also large replicas in casting wax or resin.
Mixed techniques
Special prototypes for the industry, where mixed, additive and traditional technologies are used to achieve the best functional and aesthetic result at sustainable costs for the customer.
Series and pre-series
Thanks to a network of partners, we can create series and pre-series of aesthetic plastic parts as well as machines and systems for industry, both by molding plastic materials and with traditional CNC techniques.
The additive technique
Selective Laser Sintering (SLS), Selective laser melting (SLM), Electron Beam Melting (EBM)
Stereolithography (SLA)
DLP – Polijet
Fused Deposition Modelling (FDM)
Chalk 3D printer
Laminate Object Manufacturing (LOM)
Drop on Demand (DoD)
Multi Jet Modelling (MJM)
What is it? And what is it for?
Additive technologies, commonly known as 3D printing, allow the production of objects with a complex geometry directly from the mathematical model created on 3D CAD systems within few hours and without the use of tools at a much lower cost than the realization of prototypes on traditional wise.
Additive technologies are a set of systems that reproduce objects with additive techniques using fast, flexible and highly automated processes.
Additive manufacturing is of fundamental support to Product Development activities and drastically reduces time while increasing the effectiveness of the creation and introduction on the market of new ideas.
With the changes made by the ASTM F42 group (American Society for Testing and Materials) the set of technologies known as Rapid Prototyping have been collected under the Additive Manufacturing group.
Additive manufacturing (AM) is defined by ASTM as the process that allows you to produce objects from 3D models by adding material, usually section by section (layer by layer), as opposed to construction processes by material subtraction. Synonyms are Additive Manufacturing, Additive Process, Additive Techniques, Additive Layer Manufacturing, Layer Manufacturing, and Free Form Manufacturing.
The definition encompasses all applications of the technology, including making models and prototypes for aesthetic assessments, fit assessments, functional assessments, making and designing molds and other production tools, and making small batches “made to measure” or in limited edition, replacement parts or real series and pre-series of products.
What it is used for
- Aesthetic verification of the product
- Low cost samples for marketing and communication
- Functional check of the product (couplings, assembly, ergonomics …)
- Small pre-series with silicone molds (500 pieces)
- Pre-series with rapid prototyping molds with plastic materials
- Small series (10000-15000 pieces) with the realization of rapid molds.
Application
Additive techniques, or 3D printing, are a set of industrial techniques aimed at creating the so-called prototype.
Regardless of how it is made, by prototype we mean “the first element of the series”. The prototypes made can be conceptual, functional, technical or pre-series and can perform different functions in the company such as evaluating costs, cycle times, response of the market and more.
Up to now, the task that is traditionally reserved for artisanal model builders has increasingly been carried out by machines that use additive techniques in a wide variety of areas, so that these, with the new techniques of volumetric detection in the biomedical field, are also of fundamental importance for them. Dental practices and surgeons enable the creation of “prototypes” of the surgical scenario, which can be used to test intervention strategies and techniques in a few hours.
Additive manufacturing differs from traditional processing techniques that operate by material removal, i.e. they obtain the desired shape from a “solid”, while Rapid Prototyping (RP) techniques operate with the reverse concept, i.e. by adding material with the possibility of being able to obtain shapes even very complex and characterized by undercuts impossible to achieve with traditional processes.
This makes additive manufacturing an effective tool capable of bringing a prototype to the table of the designer, doctor or sales assistant in a few hours, reducing development times and costs and at the same time increasing its effectiveness. The possibilities related to the world of architecture are particularly interesting: With a mix of traditional techniques (CNC) and additive manufacturing (3D printing) it is possible to create architectural models, even large ones, of excellent quality in a short time at relatively low costs, especially if compared to costs and times incurred with artisanal or traditional methods.
Sectors of application
Sectors for application of additive techniques are:
- Fashion accessory
- Food
- Automotive
- Biomedical
- Footwear
- Ceramics & Glass
- Power
- Electronics
- Railway
- Lighting
- Special machines / automation
- Mechanics
- Model making
- Naval
- Dental offices and dental technicians
- Architecture studies
- Engineering studies
The market transformations that took place in the last few years of the last century, which today are dramatically topical in relation to the economic-financial period, have forced an increase in the number of product variants in the face of a progressive reduction of the life cycle. A delay of a few months in placing the product on the market or the introduction of a product that has not been adequately tested and selected on the market, both in terms of concept and variants, can result in a significant loss of profits.
This unstoppable tendency to reduce the development times of new products while increasing the effectiveness of testing and product selection, even in the face of a containment of development costs, in terms of efficiency and effectiveness, have sanctioned the indispensability in the adoption of Rapid Prototyping and Additive Manufacturing technologies in the modern path of product development.
In the era of market globalization, the ability to offer ever shorter development and industrialization times is the new and stimulating goal for companies. The technologies of additive manufacturing and rapid prototyping represent the glue between the various phases of product development such as design, 3D CAD, definition of the equipment and production of series and pre-series.
The new frontier of additive techniques is well described in the recent ASTM definition which in the field of Additive Manufacturing includes all applications of technology, including the production of models and prototypes for aesthetic evaluations, evaluation of couplings, functional evaluations, production and construction of molds and other production equipment, as well as production of small “made to measure” or limited edition series, spare parts or real series and pre-series of products.
The frontier of these technologies is today represented by the possibility of integrating the path towards a real Additive Production cycle, where one no longer goes to think from the point of view of service to the simple prototype, but orientates oneself instead towards real productions, characterized by the possibility of customization and push personalization by exploiting the techniques of rapid tooling as well as those of reverse engineering.
Additive Manufacturing Technologies
Basically the technologies of Additive Manufacturing and 3D printing are divided into two large families:
- Those, using solid state materials, generally with the use of thermoplastic materials.
- Those, using liquid materials, generally with the use of thermosetting materials.
The operating principles between the various technologies are similar: One proceeds by layers in the realization of the particular by adding material. In the case of liquid processes, layer by layer, the section concerned is polymerized by using laser or light (UV).In the case of solid processes, again two important families are identified: One uses sintered, fused powders or is glued section by section by a laser, an electron beam or by jets of glue depending on the technology used. The other using sheets of material or “coils” of thermoplastic material. The layers are first cut and glued in, then extruded along the desired section.
To date, a “macro” distinction between families led generically to consider liquid technologies, in particular stereolithography, suitable for the creation of a prototype of excellent surface and dimensional quality. Though, liquid technologies are of low stability over time and low resistance to ambient conditions (heat , lighting). They also have less mechanical characteristics, as opposed to solid technologies. In particular the selective sintering of plastic powders, characterized by lower costs and more stable prototypes and of higher mechanical quality are capable of supporting even secondary mechanical processes such as threading or machining, in the face of a “sandy” surface appearance that requires additional grouting to achieve excellent surface quality levels.
Other technologies are characterized by ease of use and have characteristics suitable for the realization of prototypes for first verification, even in office environments. They are generally characterized by low costs but poor dimensional quality, stability and mechanical quality (LOM – Laminated object manufacturing, 3D printer ). Halfway between these families is FDM (Fused deposition modeling), with which good prototypes of surface, dimensional and mechanical quality acceptable for many prototypes can be created even though they do not reach the levels of stereolithography (surfaces) and mechanical quality (selective sintering of powders).
In recent years, a significant novelty has been the introduction of liquid machines that use lamps for the polymerization of resins. In fact, Polijet technology has had a rapid growth thanks to the low process costs and the considerable potential of the technology which, by not stressing the resins used with the use of high-power lasers, allows the creation of parts of excellent precision and surface quality and of good mechanical strength. Some of these machines are now able to create prototypes in different materials in the same process by inserting, for example, flexible gaskets directly into the housings of a rigid casing (in ABS-like) in the same work cycle.
Rapid Tooling
Further development of the prototype made with Rapid Prototyping and Additive Production technologies is the creation of rapid tooling for series and pre-series production. With rapid prototyping systems, equipment suitable to be used either directly as molds or, if the processing dimensions do not allow it, inserts for molds. Examples are the injection of wax for investment casting, the injection, blowing or thermoforming of thermoplastic resins, up to molds for drawing the sheet.
Techniques that allow these achievements are Polijet, SLA, SLS. Even more interesting is the use of Selective Laser Sintering of metals such as selective laser melting and electron beam melting with which it is possible to build inserts for productions over 1000 pieces. Other potentialities of Rapid Tooling are expressed by the production of tooling indirectly, the most common are shown below:
Silicone molds, resin molds and low-melting metal molds
The three techniques are similar in the process and vary only in the material used: silicone, resins or low melting metals. The technique for making silicone molds is perhaps the best known. It guarantees a limited number of replicas, 20-50 replicas per mold, depending on the size and shape, more or less stressful for the silicone, but with management costs of material and decidedly reduced times. This often makes this technology suitable for realizations of a few hundred pieces. The mold is made starting from the prototype, on which the sprues and vents are built or positioned and the subsequent division plan is marked.
Once the preparation process is complete, the “master” is placed in a box into which the silicone is poured to make the mold. The silicone resin must be degassed beforehand, then the cure time is waited and eventually a heat treatment is carried out. Once the mold is ready, it is cut irregularly along the dividing line, visible inside the mold given the semi transparency of silicone. Subsequently, it is sufficient to re-couple the two half-molds and proceed with vacuum-packed resin castings. The flexibility of the silicone also allows the production of parts characterized by slight undercuts.
In the use of resins, epoxy resins are used. Obviously, the resulting mold is rigid and has poor resistance to temperature. It is used to reproduce objects in thermoplastic material by injection or for the production of waxes by casting.
In the case of low-melting metals alloys with a maximum melting temperature of 250-300 ° C are used. However, usually much lower temperatures are used. Obviously, their use is limited by their low thermal resistance.
Another way to make molds with low melting point alloys is to spray the molten metal onto the master made using rapid prototyping or additive manufacturing. The process is very quick and relatively inexpensive, the main limits remaining the limits related to the use of low melting point alloys.
Vulcanized silicone molds
Another potentially very interesting technique is the creation of vulcanized silicone molds. The mold is obtained from “cutting” silicone disks to obtain the housing of the master obtained in rapid prototyping. The master is housed inside and the silicone disks vulcanization process is carried out with the application of heat by means of heated plates. This methodology allows the use of silicones resistant to higher temperatures of 400-450 ° C and often they are used in centrifugal molding systems (Spin Casting).
KelTool
This is a technique that allows to obtain results similar to a definitive steel mold, starting as always from a master, suitably oversized to take into account the behavior of the definitive casting material: The allowance necessary for the machine restart and the shrinkage of the material used in the process of making the mold. With the technologies of rapid prototyping and additive manufacturing, the matrix and the punch are made for a first silicone replica which is used for the production of matrix and punch in metal powder combined with a binder. The final result is then sintered with the traditional process, taken up by the machine and ready to be used as a mold insert.
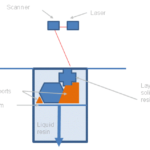
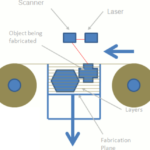
SLS
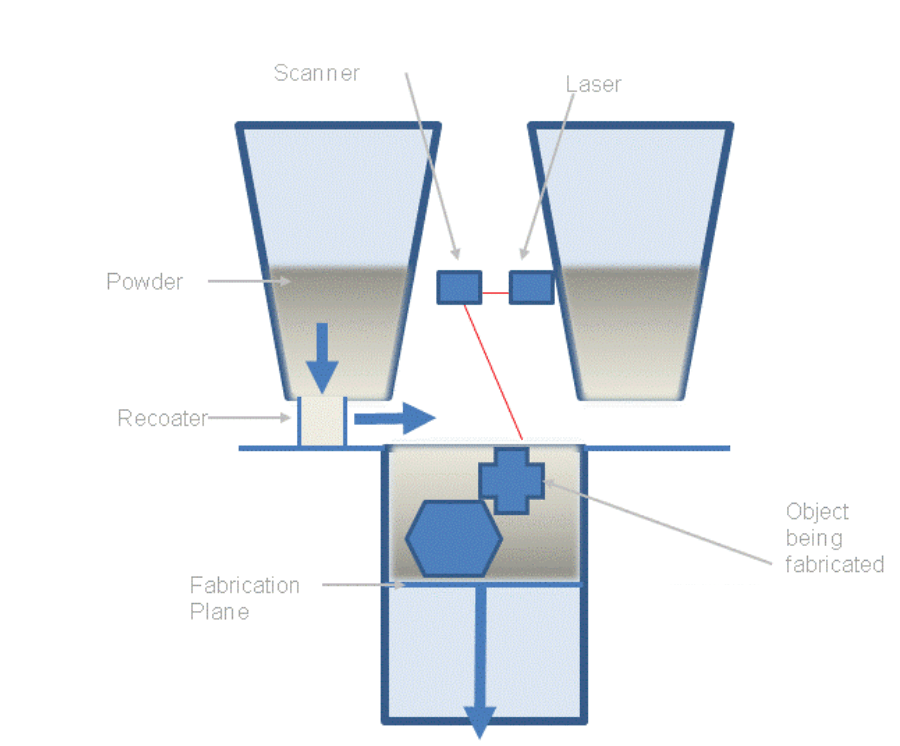
This is a system whose main advantages concern the qualities of the material, which are typically with greater resistance than prototypes made in stereolithography. Starting from two powder containers on each side of the work area, a “recoater” or powder dispenser moves the powder from one container to another, crossing the work area and depositing a layer of dust in the passage. During the exposure phase, the laser solidifies the working “slice” referred to the height, the working platform then moves downwards and the recoater moves in the opposite direction. The process is repeated until the detail is completed.
The main characteristics of SLS are:
- More resistant prototypes of Stereolithography, you can create structural components.
- Processing of powder materials: nylon, glass-filled nylon, elastomers and metal.
- Possibility of second processing (threading, grouting, painting).
- Tolerance in Z of the order of “Slices” (0.1-0.15 mm)
- In the absence of second processing (grouting / painting) the surface is floury and porous.
SLM and EBM
The process is almost analogous to SLS, except that in this case metal powders are used. The processing chamber is subjected to vacuum or inert gas to avoid oxidation and the laser power is stronger. In the case of EBM an electron beam is used instead of the laser.
Starting from two powder containers on each side of the work area, a “recoater” or powder dispenser moves the powder from one container to another, crossing the work area and depositing a layer of dust in the passage. During the exposure phase, the laser solidifies the working “slice” referred to the height. The working platform then moves downwards and the recoater moves in the opposite direction. The process is repeated until the detail is completed.
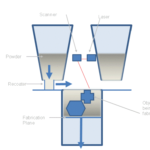
SLA
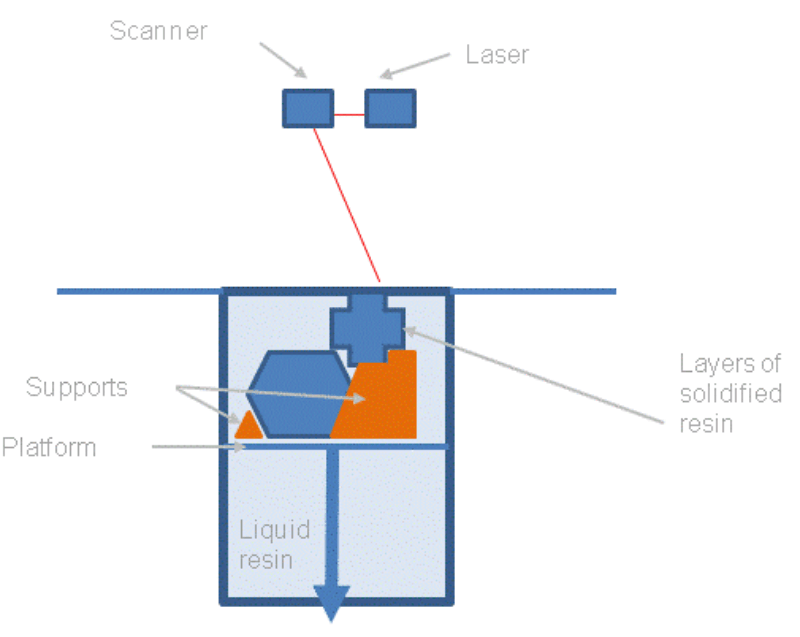
In Stereolithography (SLA) the laser draws the shape of each layer and hardens the surface of the photosensitive resin contained in the working volume. The vertical displacement platform supports the part under construction and moves downwards for each “slice”, with a thickness of the order of a tenth of a millimeter. The untreated resin is then removed and the model is finished.
A second process such as sandblasting refines the model which for aesthetic purposes can then be filled and painted. Often the shape of the model makes it necessary to use supports for the model. The supports are created by the machine software and made with the same resin that was used to make the model.
To limit the construction time and the use of the laser, the section is not fully solidified. Only its profile and a certain number of lines that join the internal perimeter with the external one are solidified, creating a honeycomb structure. At the end of this phase, the green part is solidified on the outside but not completely on the inside. It is then subjected to a post-treatment to complete the polymerization process.
The prototype is treated with an ultraviolet lamp for a duration depending on the size of the particular piece. In this way the polymerization of the liquid resin still trapped inside the piece (which is now called the red part) is completed. After the post-treatment any support will be removed and the piece is finished.
Characteristics of SLA are:
- Greater surface quality of the prototypes made
- Lower mechanical resistance compared to SLS
- Sensitivity of the final prototype to light and humidity
- Support facilities are required
- Generally higher costs than SLS
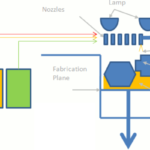
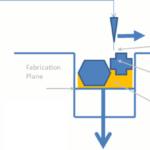
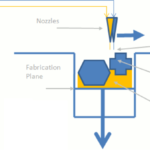
DLP-Polijet
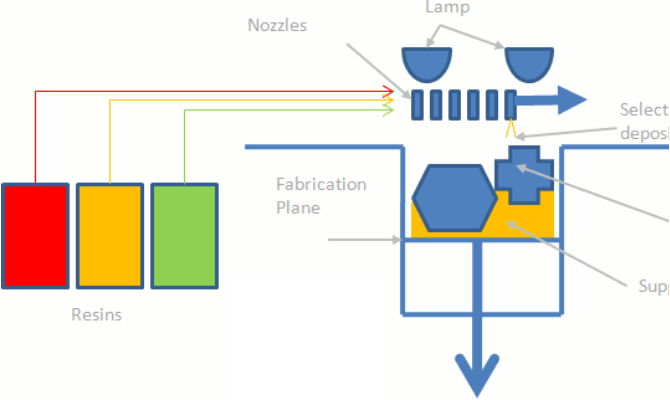
The operating principle used for the realization of the prototype is the jet printing of a photopolymer:
A translating multi-nozzle print head selectively lays the photopolymer on the work surface according to the slicing of the piece. At the same time the layer of support material are made. They are of lower quality and easily removable.
The deposited layer is completely and simultaneously solidified by a pair of ultraviolet lamps. The support material is not affected by exposure to the lamps and remains of a gelatinous consistency, easily removable from the prototype.
The construction table at the end of the section polymerization process is lowered in the Z direction by an amount equal to the thickness of the layer, typically a few microns. The process resumes until the prototype is complete.
At the end of the processing the prototype is extracted from the machine and the supports are removed with a simple jet of water.
Characteristics of DLP-Pilojet are:
- Greater surface quality of the prototypes made
- Possibility of using different materials in the same prototype
- Sensitivity of the final prototype to light and humidity
- Support structures are required
- Costs generally lower than the SLA
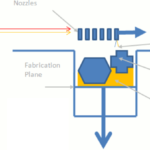
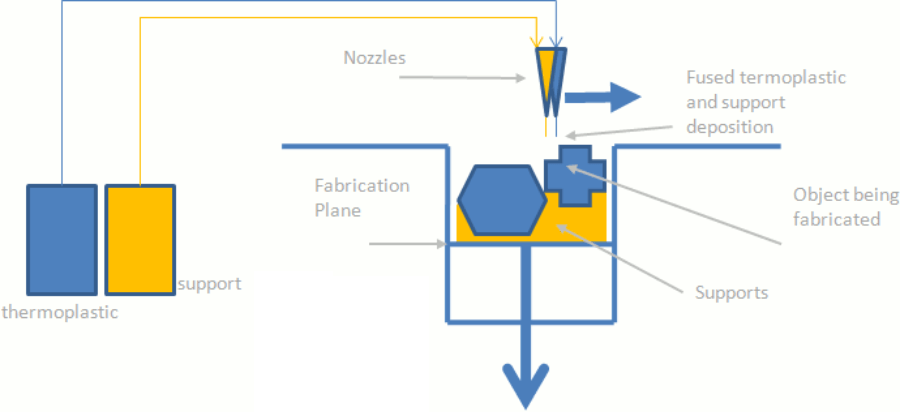
FDM
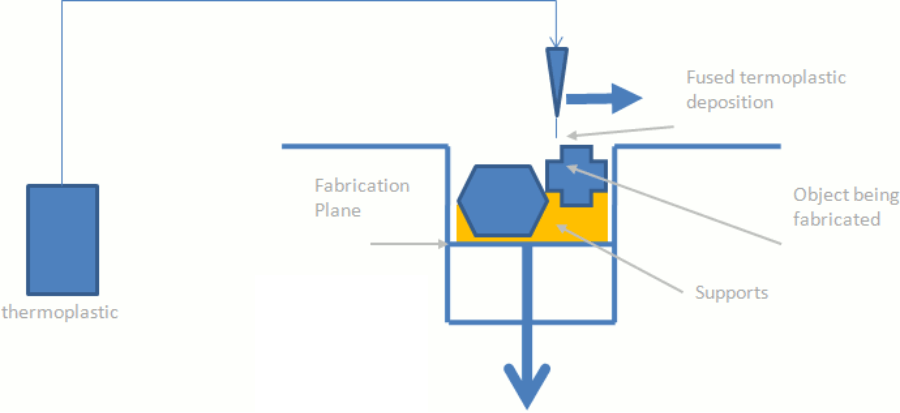
The prototypes are generated through the deposition of a thread of thermoplastic material along the section indicated by the different slices. Then it is brought to melting temperature in the same nozzle, generally ABS at 220 ° C. The third dimension is obtained by moving along the Z axis of the work platform. The nozzle selectively lays a liquefied thermoplastic and at the same time builds the supports. The material released by the nozzles solidifies and adheres to the previous layer.
The head generates the layers by depositing material on the work surface selectively according to the various section slices. The platform is lowered and the deposition of the next layer begins.
The process continues until the model is completed. Once the construction process is finished, the supports are eliminated.
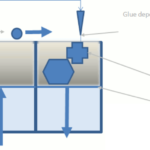
Chalk 3D
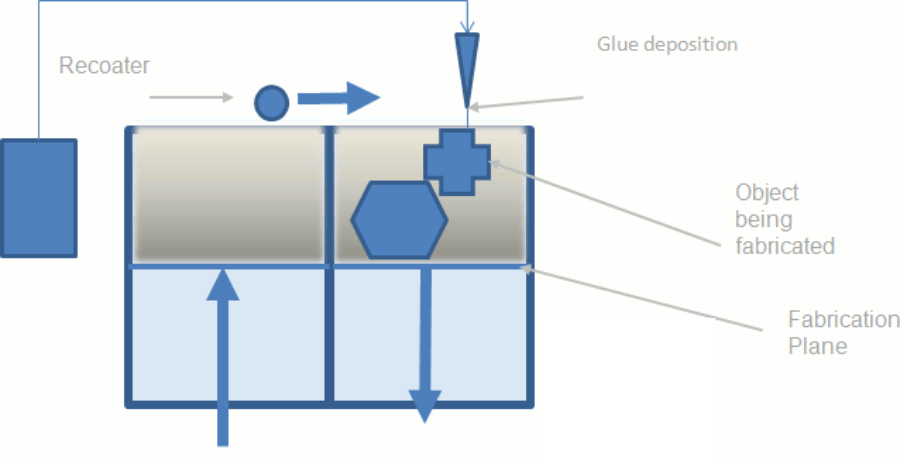
This technology, born at M.I.T. of Boston, includes numerous technologies for prototyping through the use of powders.
The sequence of operations necessary for the preparation of a prototype is very similar to that of laser sintering, except that in this case the powders are joined by an adhesive sprayed with the ink jet printing technique. The prototype must then be worked by resining and curing in the oven to give the product mechanical characteristics.
The resin process makes it difficult to obtain small and high dimensional quality parts. In fact, in the resin phase the resin deposited on the prototype penetrates inside, replacing the glue and starting the polymerization process with consequent increase in mechanical properties. However it is still in low viscosity conditions at the time of injection. It is unable to provide adequate support, in particular on thin thicknesses which tend to “melt” and in some cases to deform.
LOM
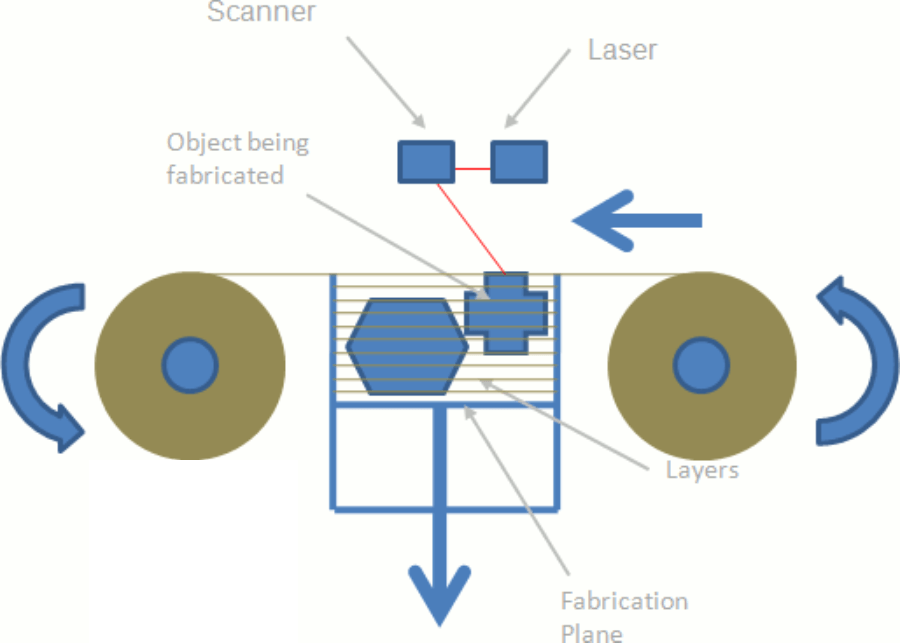
With this technique, the prototype is made through the progressive gluing of paper sheets on which the section of the piece is subsequently obtained by mechanical or laser cutting.
The construction of the prototype takes place by gluing and cutting the sections. The sheet of paper slides on the work surface is glued to the previous layer and cut by laser or mechanically as indicated in the definition of the slices. At the end a parallelepiped of layered material is obtained of which you need to take out the piece. A good optimization of workloads with an accurate nesting of the parts becomes essential for the working methodology to avoid wasting material.
Finally, the prototype obtained has a consistency similar to plywood, but it has a considerable general fragility and the high risk of delamination between one layer and another of paper. It must therefore be subjected to a waterproofing treatment to strengthen the bond between the layers and avoid that atmospheric agents such as humidity generate deformations. It must also be treated with an abrasive cloth to obtain acceptable surface finishes.
DoD
The prototypes are generated by using a technique similar to that of inkjet printing. The third dimension is obtained by moving the work platform along the Z axis. The print head is composed of two distinct nozzles which selectively deposit a liquefied thermoplastic material and the support material. The material released by the nozzles solidifies and adheres with the previous layer.
The head generates the layers by depositing material on the work surface selectively according to the various section slices. The platform is lowered and the deposition of the next layer begins. The process continues until the model is completed. Once the construction process is finished, the supports are eliminated.
MJM
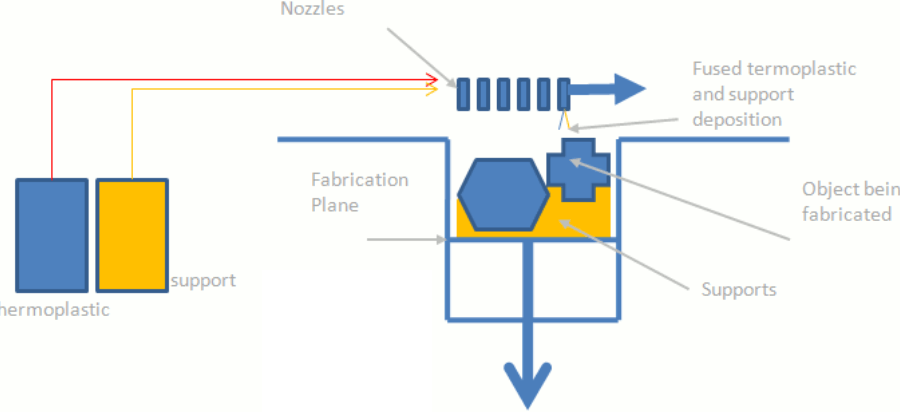
The prototypes are generated using a technique similar to that of ink jet printing. The third dimension is obtained by moving the work platform along the Z axis. The print head is multi-nozzle and selectively ejects a liquefied thermoplastic. The material released by the nozzles solidifies and adheres to the previous layer.
The head generates the layers by depositing material on the work surface selectively according to the various section slices. The platform is lowered and the deposition of the next layer begins. The process continues until the model is completed. Once the construction process is finished, the supports are eliminated.